Testing that doesn't destroy the test object or specimen. Widely used on aircraft, engine, frame, pipelines, concrete structures, pressure vessels, wire ropes, castings, forgings, welds and railways.
Techniques used commonly for Non-Destructive Testing:
1. Visual Testing
Visual checks to know about likely cracks and its orientation in welds and material, surface porosity, weld penetration and weakness (sharp notches/ misalignment). Carried out by experienced inspectors.
Tools - Fillet gauges, magnifying glasses, flashlights, tape, callipers
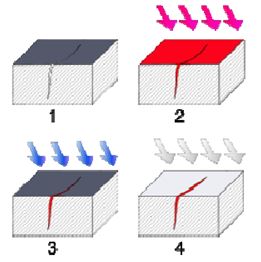
2. Dye Penetrant Testing/ Inspection (DPT/ DPI)
DPI is based on capillary action, where low surface tension fluid penetrates into clean and dry surface breaking discontinuities. Penetrant are applied to test component by spraying, dipping or brushing. After adequate penetration time, the excess penetrant is removed and developer applied. The developer draws out the penetrant out of the flow where an indication becomes visible. It is a portable test.
Penetrant are classified based on sensitivity levels with Red color penetrants representing lowest sensitivity. For higher sensitivity, fluorescent dyes are used which when exited by UV radiation emit brilliant yellow greenish light in dark background.
Factors which generally needs to be considered for setting up the test includes the environment, surface finish of material being tested, size of defects and importantly the chemical compatibility of dyes and test material.
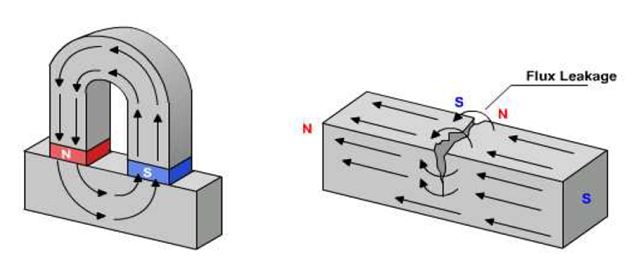
3. Magnetic Particle Inspection (MPI)
Magnetic flux is generated in the test article, with the flux lines running along the surface at right angles to the suspected defect. Where the lines approach discontinuity, they will stray out into air. The crack becomes magnetic attractive poles North & South. This attracts finely divided particle magnetic material.
MPI can detect surface and near sub-surface defects. Also practical with irregular shaped parts. Low cost and fast results possible. Limitations include obvious inability to inspect non-ferrous materials (Al, Mg, Stainless Steel). Poses setup challenges with large parts, may require removal of coating or paint and also post cleaning for demagnetization is necessary. Maximum depth sensitivity with MPI is approx 15mm.
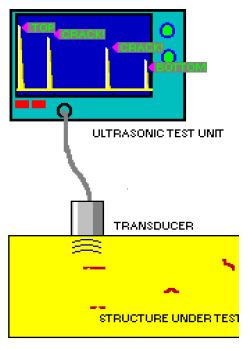
4. Ultrasonic Testing
Very short ultrasonic pulse-waves with center frequencies ranging from 0.1-15 MHz are launched into materials to detect internal flaws, characterize materials and determine thickness (pipeworks). In ultrasonic testing, an ultrasound transducer connected to a diagnostic machine is passed over the object being inspected. The transducer is typically separated from the test object by a couplant (such as oil) or by water, as in immersion testing.
There are two methods of receiving the ultrasound waveform, reflection and attenuation.
- In reflection (or pulse-echo) mode, the transducer performs both the sending and the receiving of the pulsed waves as the "sound" is reflected back to the device.
- In attenuation (or through transmission) mode, a transmitter sends ultrasound through one surface and a separate receiver detects the amount that has reached it on another surface after travelling through the medium.
Ultrasonic Testing are versatile having high penetrating power for deep flaws and also high sensitivity for small flaws. For setup, only one surface need be accessible. Process is non-hazardous and mostly automated.
Disadvantage being experienced technicians needed for manual operation with elaborate inspection procedures required. Rough, irregular, small or thin, non-homogeneous parts are difficult to inspect. Couplants are needed to provide effective transfer of ultrasonic wave energy between transducers and parts being inspected unless a non-contact technique is used. Non-contact techniques include Laser and Electro Magnetic Acoustic Transducers (EMAT).
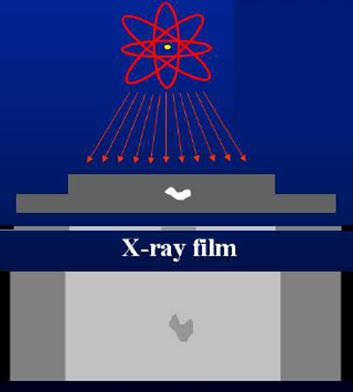
5. Radiographic Testing (XRay)
Shortwave length electro-magnetic radiation used to penetrate various materials for testing of flaws. Radiograph is a two dimensional projection of part onto the film, producing a latent image of varying densities according to amount of radiation reaching each area. Radiograph is examined on negatives. Penetrant used to enhance contrast are Silver Nitride, Zinc Iodide, chloroform, Di-Iodomethane. Defects like delaminations, planar cracks are difficult to detect.